欢迎访问浙江唯特利图伟管道设备有限公司网站!


发布时间:
22-06-27 08:22
浏览量:
滚槽机是管道连接时,为卡箍安装预制卡槽的重要工具。压槽跑偏会影响管道接口密闭性,从而导致漏水。压槽跑偏,往往与滚轮是否安装到位,支架是否摆放到位有关系。此外,滚槽机放置不稳,下压速度过快,以及管口不平整都有可能导致管子压槽跑偏,因此操作时,钢管要放平整,下压时给力要均匀,速度不能太快,才能尽可能保证压槽不跑偏。

作为专业的滚槽机生产厂家,唯特利图伟向您建议以下滚槽操作步骤:
1.检查工件:所要加工的管口应平整、无毛刺,焊管内焊缝应磨平;
2.开机准备:检查电源是否满足要求,防止因漏电缺相损坏电机。检查液压油是否足够,机器不能在缺油状态下工作。
3.放置支架:根据钢管长度安放支架,将钢管一端放置在滚花轮上,一端放置在支架上,支架应放置在钢管离滚槽端总长的2/3处,支架高度应调节至钢管两端水平或支架端略低一度,确保滚槽时钢管的平稳。
4.调节槽深:拧紧泄压阀,手柄下压,使压轮接触到钢管表面,旋转限位螺母,使之接触到油泵表面,查看沟槽深度表,向上旋转至相应刻度。然后向下旋转锁紧螺母,拧紧锁紧螺母。限位螺母和油泵表面空出来的距离就是槽深。
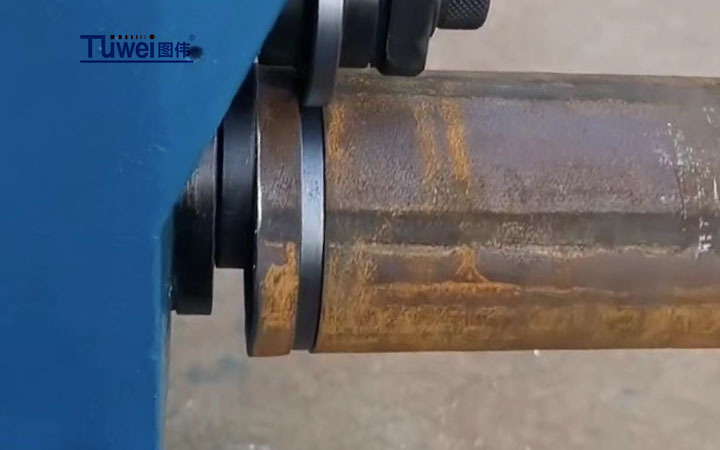
5.压槽操作:插上电源,启动滚槽机,徐徐摇动油泵手柄。滚压到要求尺寸后,使得钢管再额外转一到两圈保证压槽完整,再关掉开关。
6.测量槽深:松开泄压阀,取下钢管,用沟槽尺测量槽深是否标准。
上一页:
下一页:
相关新闻
热门推荐
浙江唯特利图伟管道设备有限公司
专业管道滚槽机切管机开孔机套丝机厂家
地址:浙江省台州市黄岩北城开发区北院大道22号
传真:0576-84715289
手机站
微信公众号